(A) Comparing with Traditional PM
As a net shaping technology manufacturing high quality precision parts, MIM enjoys advantages that regular PM can��t compare with. MIM is able to manufacture many parts with complicated shapes: for example, external grooving, external thread, cone-shaped external surface, cross hole, blind hole, dented surface and key pin, stiffener, surface knurling etc. Parts with the above characteristics can��t be made with regular PM.
Characteristics Comparison between MIM and PM
|
Item |
MIM |
PM |
|
Powder Grain Size����m�� |
Less than 20 |
Less than 200 |
|
Density |
High |
Relatively Low |
|
Product Shape |
Complicated 3D Shapes |
Simple 2D Shapes |
|
Mechanical Property |
Excellent |
Relatively Low |
|
Equipment Investment |
High |
Relatively Low |
|
Productivity |
High |
Relatively Low |
(B) Comparison between MIM and Machining
Currently, traditional Machining relies on atomization to improve its processing capability, with efficiency and precision greatly improved. However, basic procedures of gradual processing (turning, digging, milling, rubbing, drilling and polishing etc) to finish parts shaping are indispensible.
The Precision of Machining Process is far superior than other processing methods, but some parts can be made with machining due to its low effective utilization rate of material and shape limitation to equipment and tools. On the contrary, MIM can effectively utilize the material, not limited to shapes. In the manufacturing of small precision parts with difficult shapes, MIM is with relatively low cost, high efficiency and strong competiveness compared to machining processing. MIM technology makes up the technical insufficiency and unachievable regrets of traditional processing methods, but not competing with traditional processing methods. MIM technology can give full play of its strengths in parts that can��t be made with traditional processing methods.
Characteristics Comparison between MIM and Machining
|
Item |
MIM |
Machining |
|
Shapes |
Unlimited |
Limited |
|
Material Utilization Rate |
High |
Low |
|
Equipment Investment |
High |
Low |
|
Processing Cost |
Low |
High |
|
Production Efficiency |
High |
Low |
(C)Comparison between MIM and Precision Casting
As for metals or alloys with relatively low melting points, precision casting can shape parts with complicated 3D shapes; as for metals and alloys, hard alloys and metal ceramic etc that are hard to melt, precision casting is rendered powerless, which is determined by the nature of precision casting. In addition, it is very difficult or infeasible to process parts of small sizes, thin walls and large quantity with precision casting.
Characteristics Comparison between MIM and Precision Casting
|
Item |
MIM |
Precision Casting |
|
Material |
Unlimited |
Fusible |
|
Minimum Aperture |
0.4mm |
2mm |
|
Maximum Depth of 2mm Diameter Blind Hole |
20mm |
2mm |
|
Minimum Wall Thickness |
<1mm |
2mm |
|
Maximum Wall Thickness |
10mm |
Unlimited |
|
Small Size Internal and External Threads |
feasible |
difficult |
|
Tolerance of 10mm Diameter |
��0.012mm |
��0.05mm |
|
Surface Roughness(Ra) |
1~1.6��m |
3.2~5��m |
|
Microscopic Structure |
Fine Crystal with Even Structures |
Treelike Crystal Prone to Break |
|
Parts Quantity |
Unlimited |
Limited |
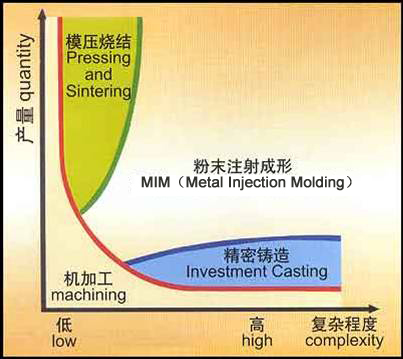
(��)Schematic Diagram of Comparison among the Four Methods